






Vår dubbelväggiga korrugerade rörmaskin kan användas för flera ändamål.Den kan göra enkelväggiga korrugerade rör, dubbelväggiga korrugerade rör, dubbelväggiga perforerade korrugerade rör, tunnel antikristallisationsvattensläckage blindrör, inomhusdekoration friskluftskanaler och bamburör.Vi kan byta formen.Bara bra
Friskluftskanal, PE specialkorrugerat rör för luftväxling, vindlåda, ventilationsslang, stödjande ventilationsrör
Friskluftsystem korrugerat rör 75/110PE rör dubbelväggigt plaströr friskluftskanal luftkonditionering ventilationsslang
Friskluftsystem dubbellagers korrugerat rör friskluftskanal PE-rör 75, 110, 160

PE-rör 75 luftkanal frånluftsslang PE-rör friskluftsystem dubbelväggig korrugerad slang
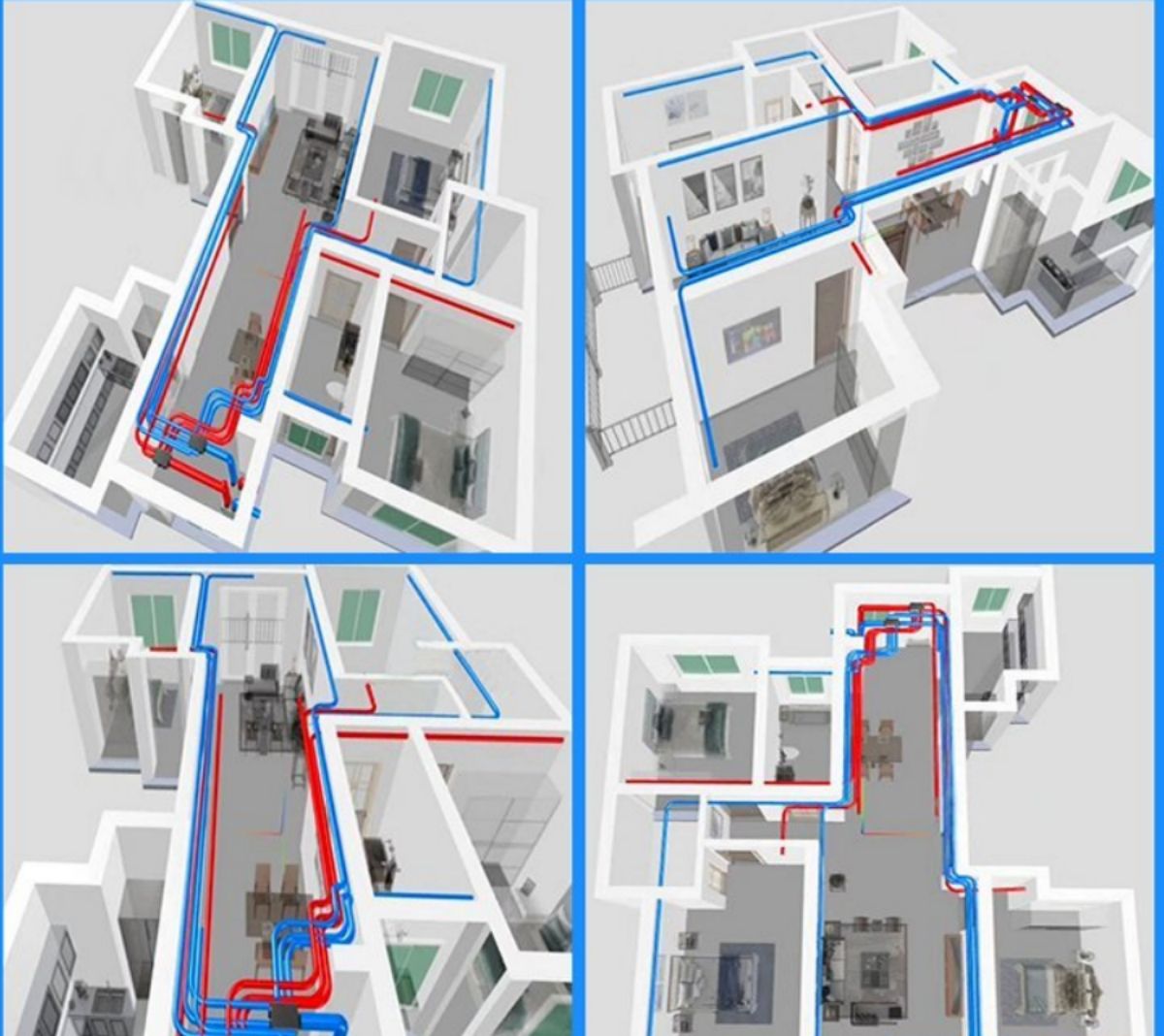
Friskluftssystemet bygger på att man använder specialutrustning på ena sidan av ett slutet rum för att skicka in frisk luft i rummet, och sedan släppa ut den till utsidan genom specialutrustning på andra sidan.Ett "friskluft/flödesfält" kommer att bildas inomhus för att möta behoven av friskluft inomhus.Implementeringsplanen är att använda högt vindtryck och stora flödesfläktar, förlita sig på maskiner för att tillföra luft från ena sidan till rummet, och använda en specialdesignad frånluftsfläkt för att släppa ut den till utsidan från den andra sidan för att tvinga fram bildandet av en friskluft/flödesfält i systemet.Medan luft tillförs filtreras luften som kommer in i rummet, syresätts och förvärms (på vintern).

Ny luftkanalutrustning består av: ytterväggsvärd + innerväggsvärd + maskinhuvud + form + formningsmaskin + lindningsmaskin
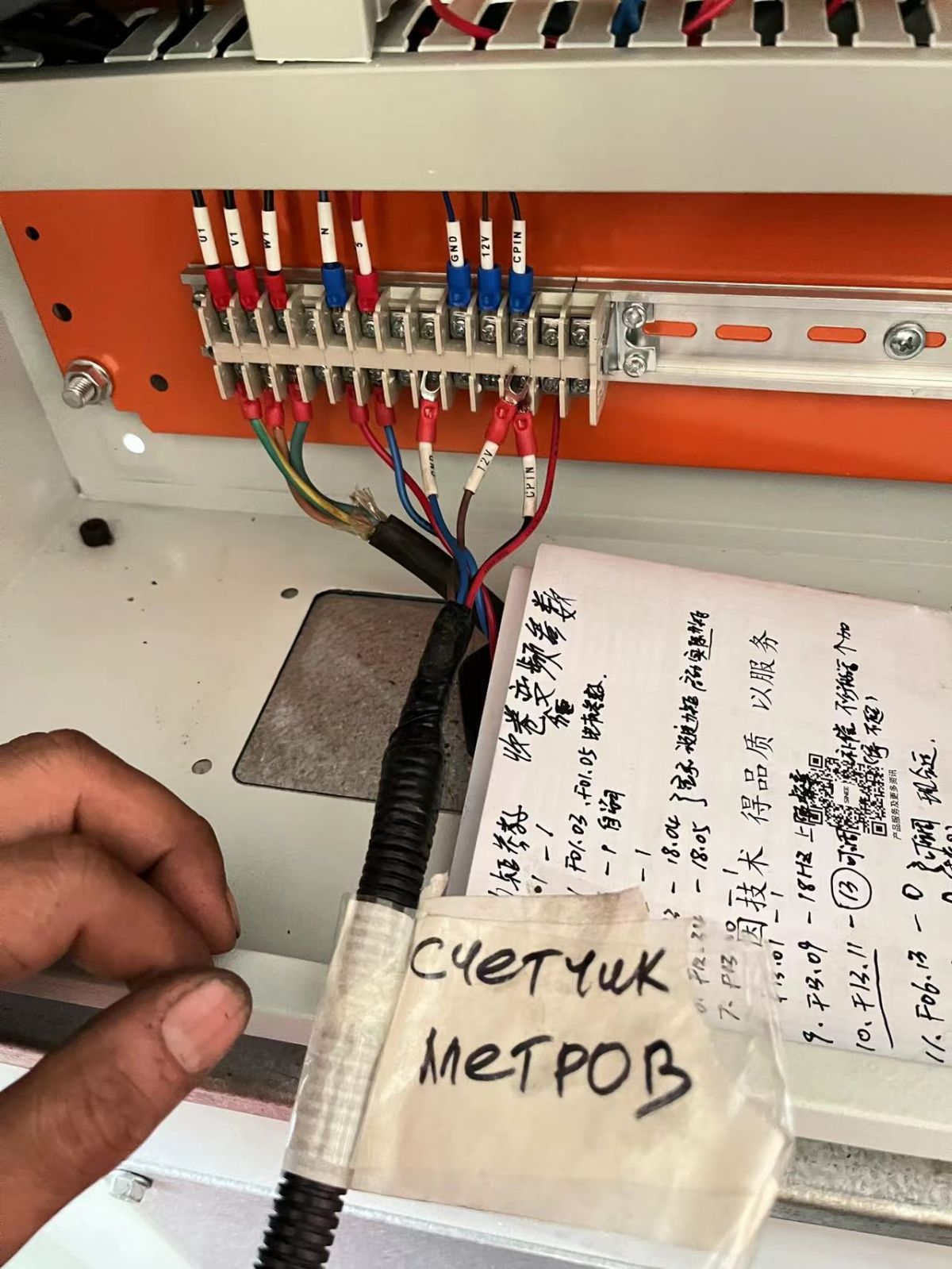
Det rekommenderas att kunder utför allmän jordning och bygger en 6-meters koppartråd för att ansluta alla maskiner och jorda dem samtidigt.Formmaskinen och lindningsmaskinen är alla 380V.Den totala installerade effekten är 65 kilowatt, och den faktiska produktionen är 25 kilowatt (25 kilowattimmar).
Det rekommenderas att avståndet mellan formningsmaskinen och lindningsmaskinen är 6 meter
Avståndet från ytterväggsvärden till formmaskinen är 825MM, och avståndet från innerväggsvärden till formmaskinen är 785MM.
När vi kom på enväggigt korrugerat rör stängde vi precis av en innerväggsextruder.
Du kan också lägga till en trådmatare för ståltråd för att göra ett korrugerat rör för kraftledningar.Hålet för järntråden ska borras i formen.Diametern på järntråden bör inte överstiga 1,0 mm.Den använda vattenmanteln bör också bytas till en ihålig tvålagers.


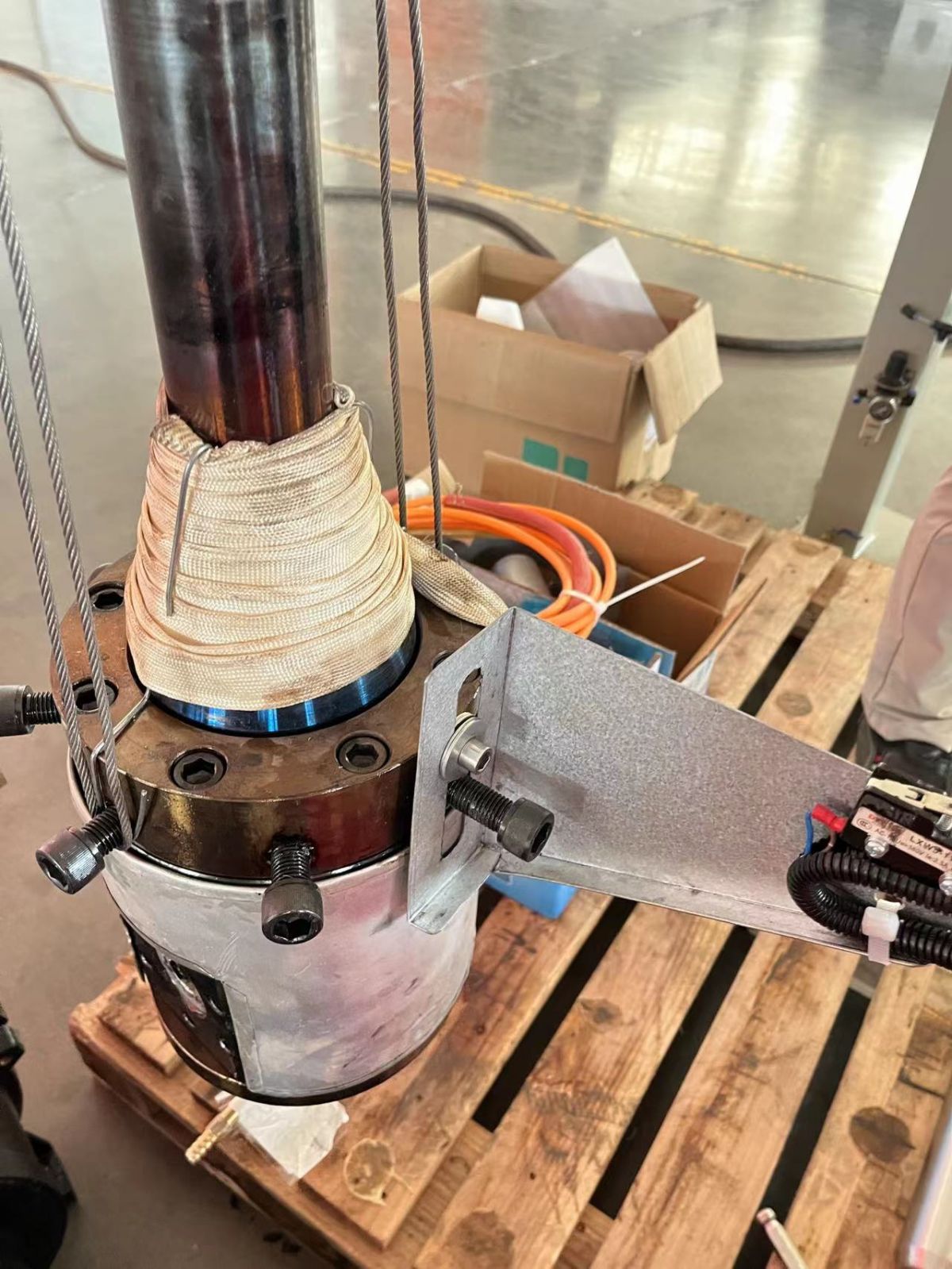
Extrudern värms till 200-220 grader i 1,5-2 timmar, beroende på materialets kvalitet.De fyra och fem områdena på maskinhuvudet är reservområdena.När temperaturen når temperaturen, efter att värdformen och formmaskinen har hittat en balans, är ramnivån på verktygsmaskinen. För att säkerställa att den är korrekt, placera nivån på formen för att jämna ut den.Efter nivelleringen, se till att dra åt de 12 skruvarna på vänster och höger sida av formen.Om den inte är jämn kommer materialet inte att komma ut och maskinhuvudet skaver mot formen.Det finns upp, ner, vänster och höger justeringsskruvar på formmaskinen.
Vid utjämning måste man se till att det är mest exakt att trycka ut lite material efter förvärmning och sedan hitta balansen.
Justera avböjningen av ytterväggen och använd sedan en cirkel med stora skruvar på värmebältet på maskinhuvudet.Vilken sida av ytterväggen är tjockare, vilken sida är tätare och vilken sida är lösare;justera nedböjningen av innerväggen, och sedan sitter det 4 små skruvar på formen, vilken sida Vilken sida är tunnare?Innerväggen och ytterväggen är motsatta.

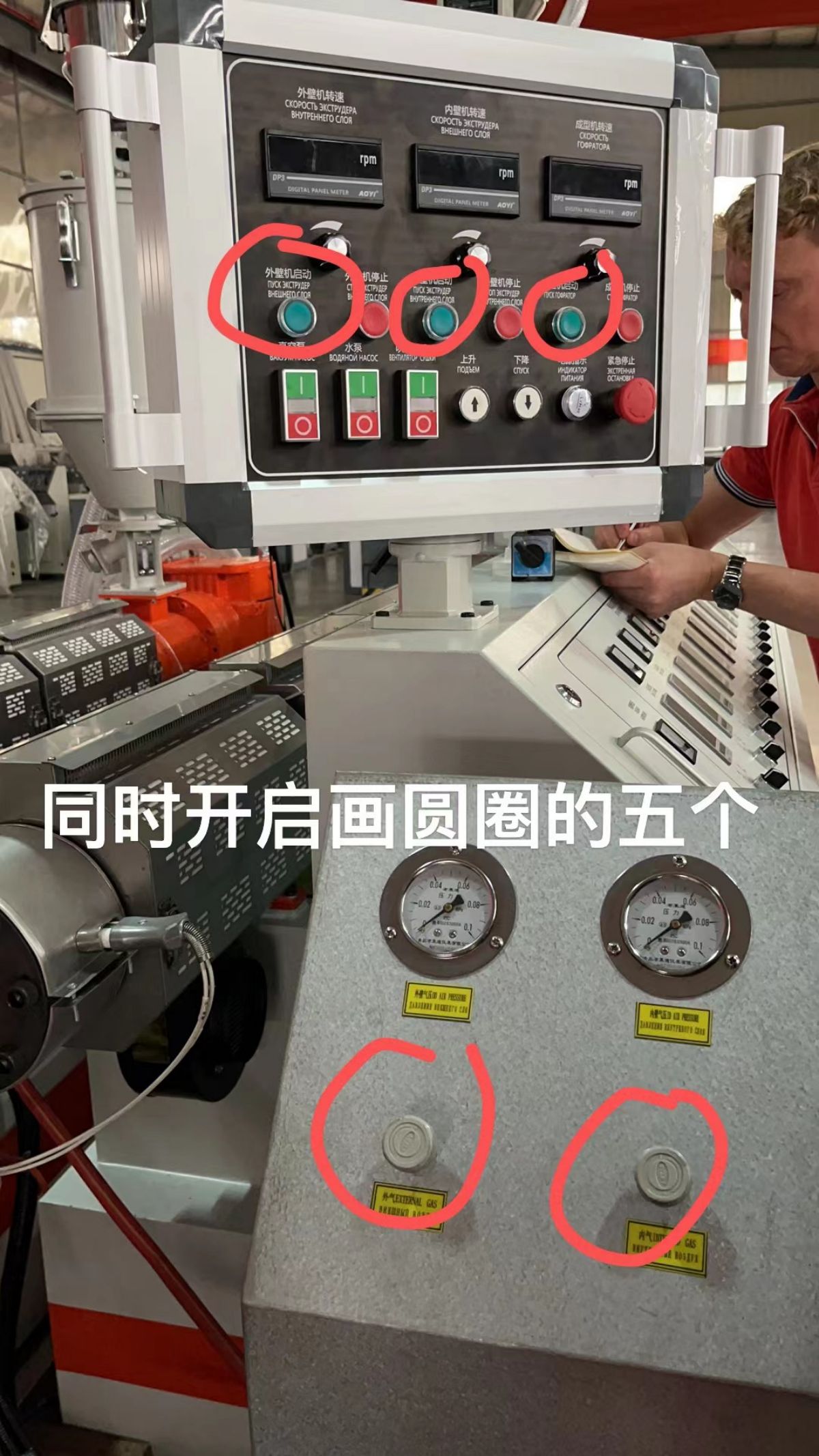
Starta de tre gröna knapparna (yttervägg, innervägg och formmaskin på konsollådan).Den yttre väggmaskinens hastighet börjar vid 272 - normal drift är 290 rpm, den inre väggmaskinens hastighet är 265 - normal drift är 214 rpm, gjutmaskinens hastighet är 614 rpm, och gjutmaskinens hastighet accelereras under efterföljande produktion.704RPM, värdströmmen visar 16A, vilket gör väggtjockleken tunnare.Innerväggen bör inte vara för tjock när man gör en ny luftkanal, annars får innerväggen inte en bra krökning.

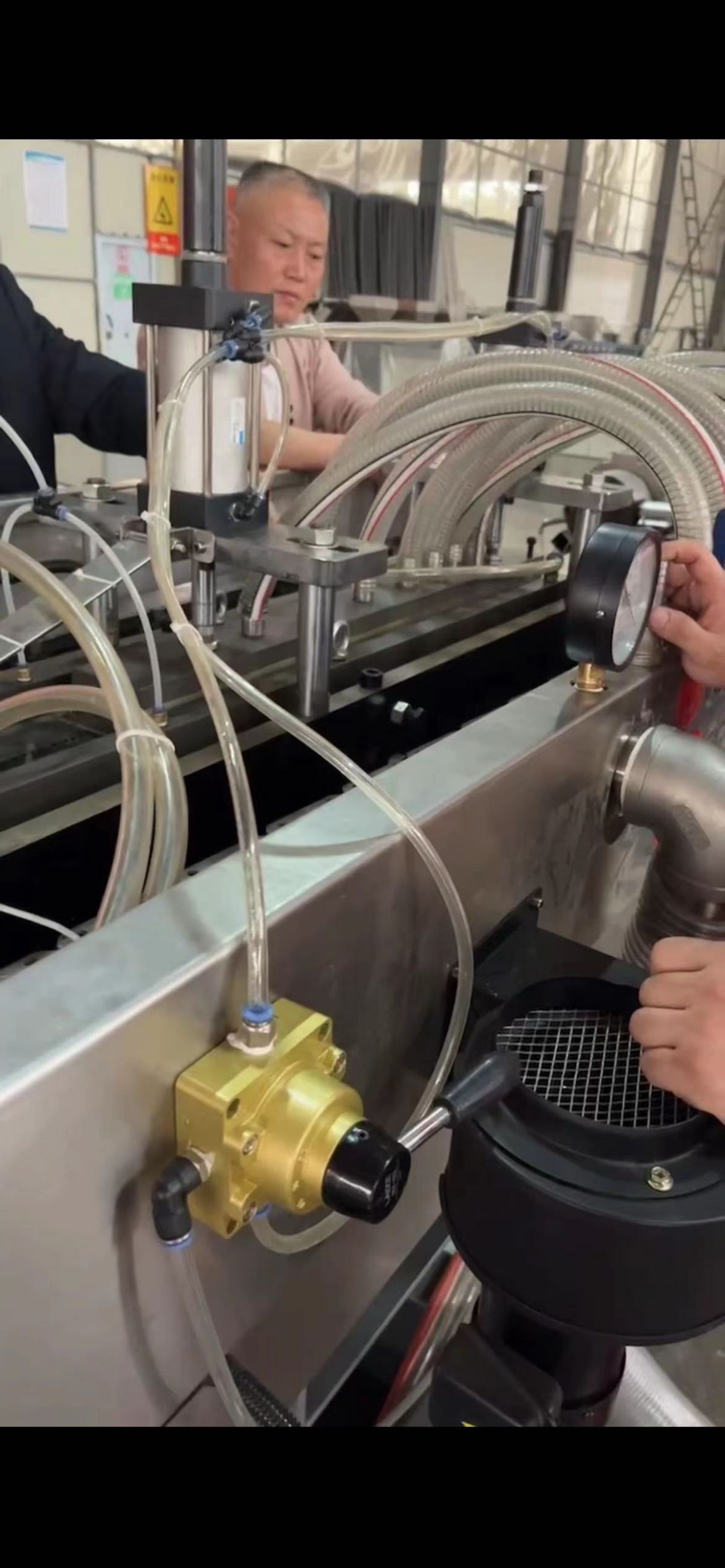
När man slår på lufttrycket på inner- och ytterväggarna samtidigt rekommenderas det inre trycket att vara mellan 0,02-0,04, och det yttre trycket är liknande.Hitta en balanspunkt.Luftpumpsröret måste vara tjockare för att säkerställa stabilt lufttryck.De interna och externa lufttrycksmätarna måste vara stabila och kan inte fluktuera., annars kommer det att påverka vågtoppen.När ytterväggen är tunn behöver vakuumsystemet inte användas.
Luftkompressorn på 15 kW kan försörja 4 ledningar.Det rekommenderas att använda ett luftrör med diametern 40 mm, 0,5-0,6MPA.Det inre väggtrycket är större än det yttre väggtrycket, och den inre luften är större än den yttre luften eftersom det finns en R-vinkel på innerväggen.Kontrollera driftströmmen vid uppstart.Växelriktaren är påslagen och strömmen visas, 50 % 7042 och 50 % 5502, innerväggen är 5 kg, ytterväggen är 12 kg och ytterväggen är 2 till 3 gånger den för innerväggen.
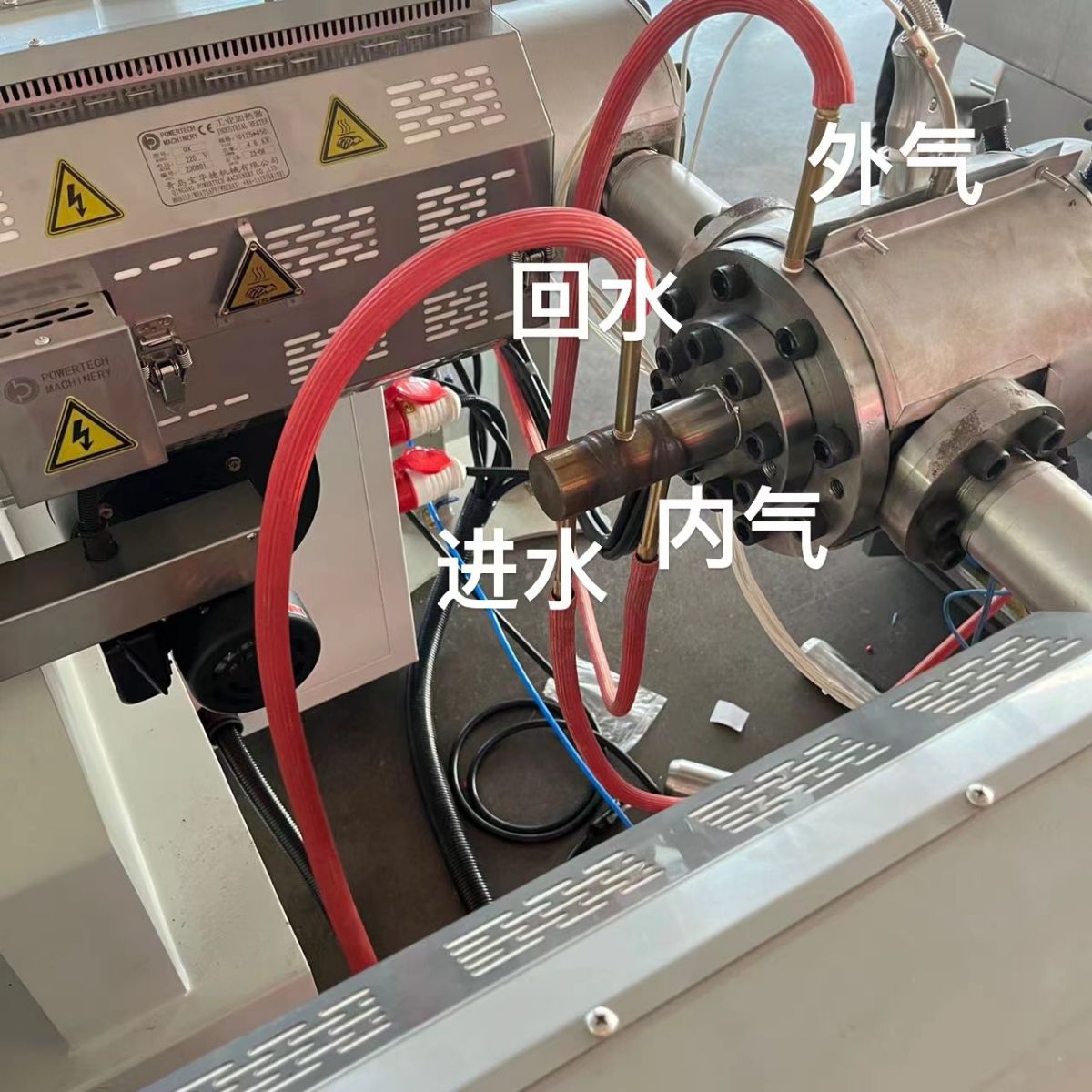
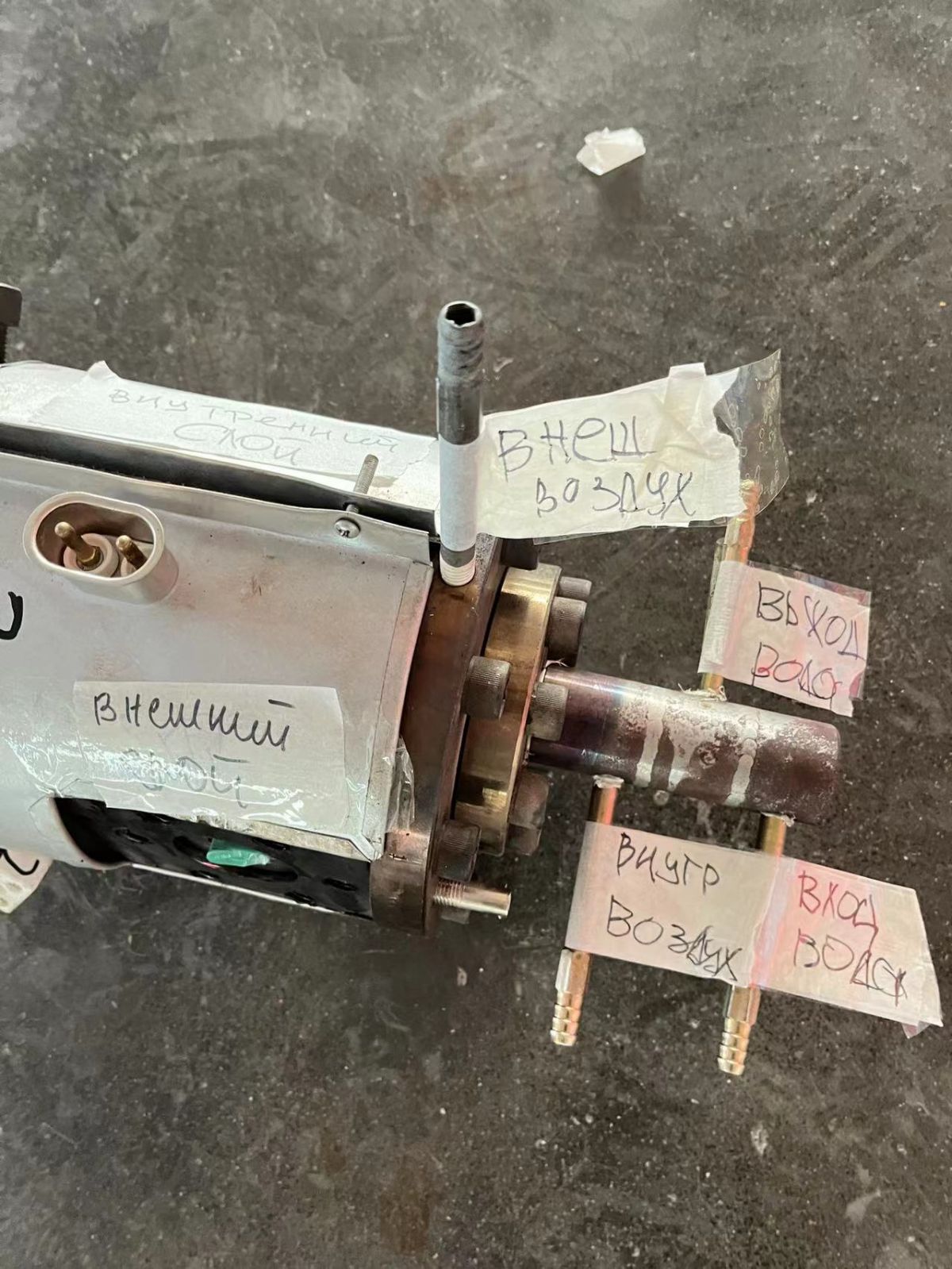
Från vänster till höger på gjutformens kärna vid gjutformens mynning är den yttre luften, den yttre väggen, den inre luften och den inre väggen.
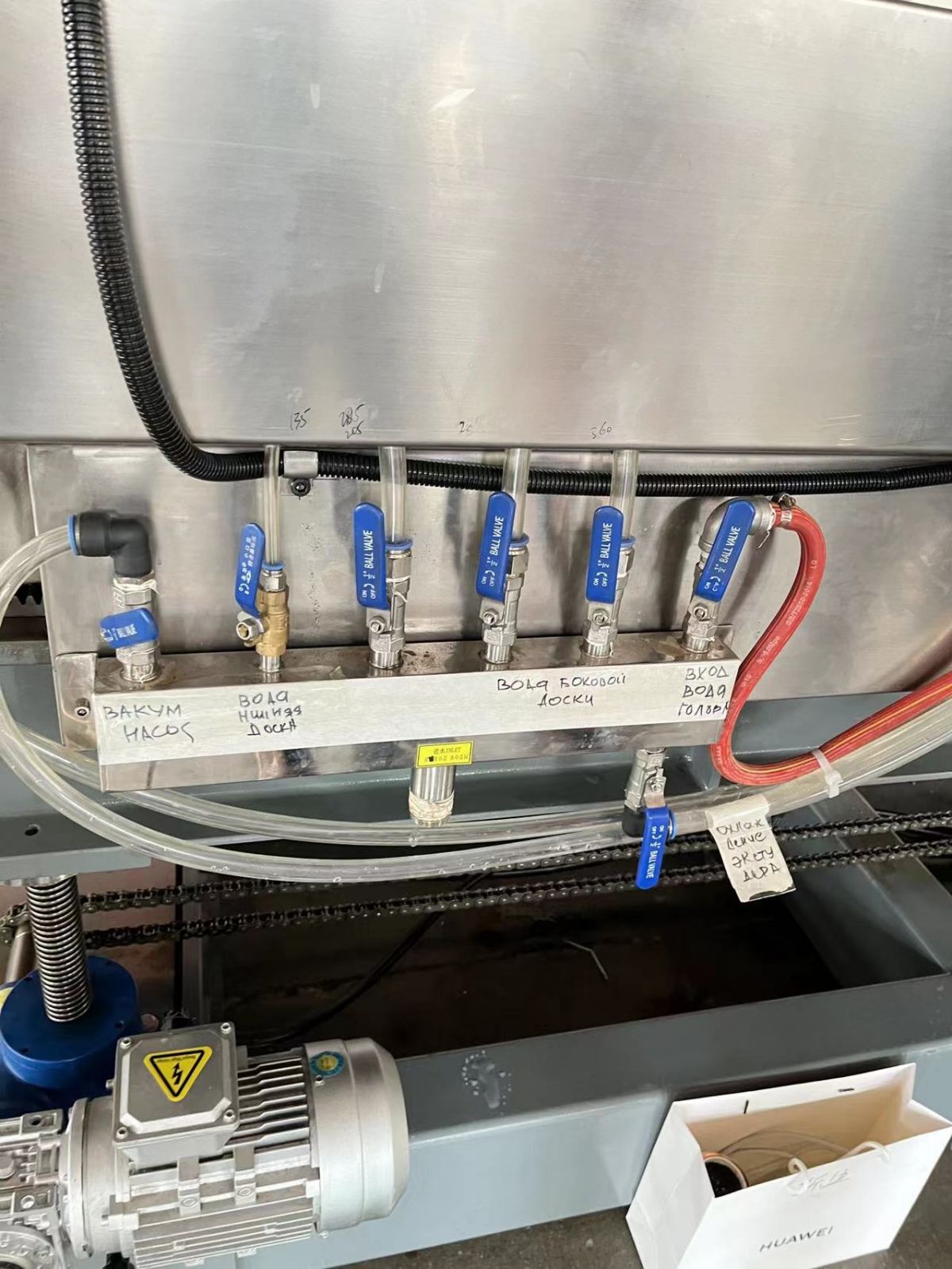
Öppna olika vattenkanaler i formmaskinen
Vakuummätaren på formmaskinen är cirka 0,08.Omedelbart till höger finns övertrycksventilen på vakuummätaren.

Om den gröna tätningsringen på vattenmanteln är trasig kommer den att läcka.Kontrollera och byt ut den ofta.
Efter att ha vridit vattenmanteln, öppna vattenmantelventilen längst till höger om formmaskinen i tid, med upp- och nedriktningen öppen, för att förhindra att vattenmantelns O-ring bränns av värmen från maskinhuvudet .
När du installerar vattenmanteln, dra åt den och vrid tillbaka den lite.Syftet är att låta vattenjackan naturligt riktas upp, ner, vänster och höger.När formmaskinen närmar sig vattenmanteln, håll upp vattenmanteln.
Formen på ytterväggen ska vara i linje med presscylinderns position, med ett avstånd på 345MM (som visas på bilden)

När du gör en vattentank måste du ha ett filter och använda rent vatten.Vatten med kalk kommer att blockera vattenmanteln och vattenpumpen.


Avstängningssteg:
Stanna först huvudmaskinen, ytterväggs- och innerväggshuvudmaskinerna, vänta tills materialet kommer ut, stoppa sedan formningsmaskinen och ta omedelbart bort vattenmanteln.Vattenmanteln är kall och kan vridas direkt för hand och stäng sedan huvudvredet på elskåpet (horisontellt horisontellt).Strömmen är avstängd i vänster och höger riktning, och strömmen är på i riktning upp och ner).Innan du startar maskinen nästa gång, var noga med att värma upp formdornen på maskinhuvudet först, annars kommer materialet att stelna inuti.Om den inte är uppvärmd spricker den lätt.
Vakuumpumpen kan användas för kylaren, men vattenpumpen behövs inte.Det är bara reserverat.
Det rekommenderas att kunder utför allmän jordning och bygger en 6-meters koppartråd för att ansluta alla maskiner och jorda dem samtidigt.Formmaskinen och lindningsmaskinen är alla 380V.Den totala installerade effekten är 65 kilowatt, och den faktiska produktionen är 25 kilowatt (25 kilowattimmar).
Vid byte av form, lyftknapp, 70KG tryckplatta

Posttid: 16-10-2023