plast pe rörledning 110mm 315mm 630mm hdpe rörtillverkningsmaskin från tillverkaren
QINGDAO CUISHI PLASTMACHNERY CO., LTD grundades 1999. Produktionserfarenheten är mogen och rik.Bland dem har det exporterats i mer än 24 år.Vårt företags produktionsbas täcker mer än 30 000 kvadratmeter., med erfaret högkvalitativt personalteam, förstklassig utrustning, perfekt och effektivt kvalitetssäkringssystem, avancerad och komplett testutrustning.
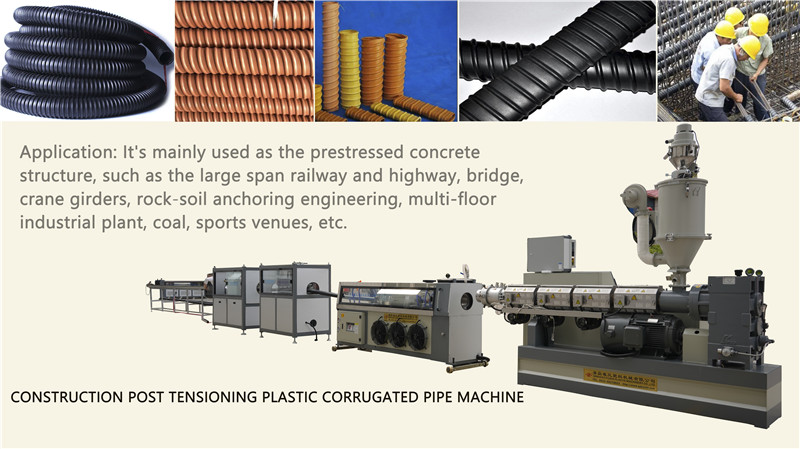
PE Pipe Extrudering Line.
20mm 110mm 315mm 630mm 800mm 1200mm 1600mm plast pe pipe extruder tillverkning produktionslinje/maskin
315 mm LDPE HDPE PE rörtillverkningsmaskin/produktionslinje/extrudermaskin för vatten och gas
Anpassad 315 mm PE HDPE LDPE rörtillverkningsmaskin Plaströr Extrudering produktionslinje

Genom lång tid och kontinuerlig innovation och testning har qingdao cuishi utvecklat den nya generationens PE-rörsträngsprutningslinje med hög automation, hög hastighet, hög tillförlitlighet, låg energiförbrukning.Vår PE-rörsträngsprutning kan bearbeta ett brett utbud av material, inklusive HDPE, LDPE, PP, PPR, PPH, PPB, MPP, PERT, etc.
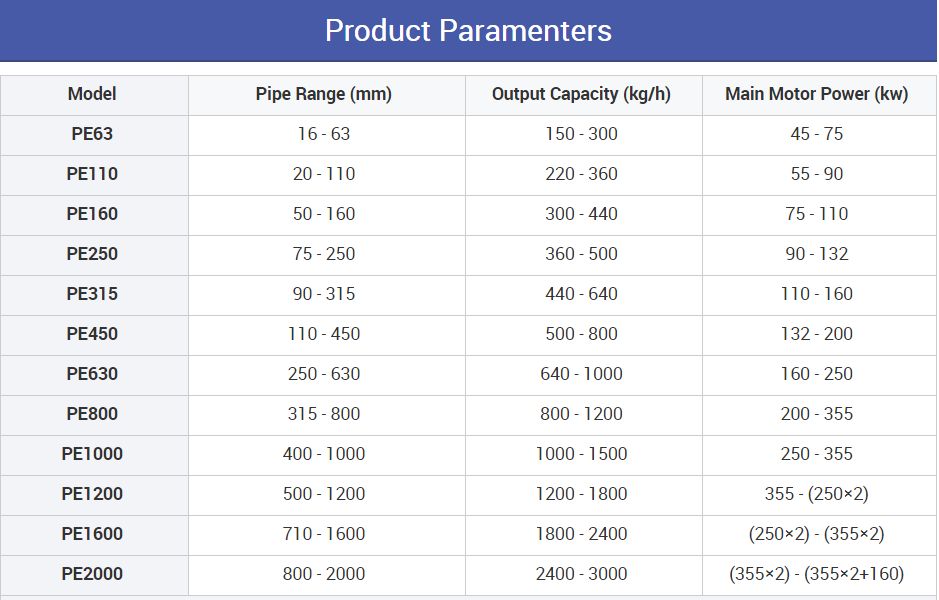
Vår PE-rörsträngsprutningslinje kan producera från storlek på minst 16 mm till 2000 mm med ett eller flera lager.
1.Enkelskruvsextruder.


1.1 Simens pekskärm och PLC
1.2 Spiralstruktur av fat
1.3 Speciell utformning av skruv
1.4 Luftkyld keramisk värmare
1.5 Högkvalitativ växellåda
Baserat på 38:1 L/D-förhållande för skruvdesign, har vi utvecklat 38:1 L/D-förhållande.Jämfört med förhållandet 33:1 har förhållandet 38:1 fördelen av 100 % mjukgöring, öka uteffekten med 30 %, minska strömförbrukningen med upp till 30 % och nå nästan linjär extruderingsprestanda
2. Extrudering munstyckshuvud.


2.1 Rörlig enhet för munstyckshuvudet
2.2 Roterande anordning för formhuvud
2.3 Värmeavgivande anordning
2.4 Kylningsenhet för kärna

2.1Extruderingsmunstycket applicera spiralstruktur, varje materialflödeskanal placeras jämnt.Varje kanal är efter värmebehandling och spegelpolering för att säkerställa att materialet flyter smidigt.Formhuvudets struktur är kompakt och ger även stabilt tryck, alltid från 19 till 20Mpa.Under detta tryck är rörkvaliteten god och har mycket liten effekt på uteffekten.Kan producera enskikts- eller flerskiktsrör.
3. Vakuumtank.

3.1 Stark kylning för kalibrator
3.2 Bättre stöd för rör
3.3 Ljuddämpare
3.4 Övertrycksventil
Vakuumtank används för att forma och kyla rör, för att nå standard rörstorlek.Vi använder dubbelkammarstruktur.Första kammaren är av kort längd för att säkerställa mycket stark kylning och vakuumfunktion.Eftersom kalibratorn är placerad i den främre delen av den första kammaren och rörformen huvudsakligen bildas av kalibrator, kan denna design säkerställa snabb och bättre formning och kylning av rör.
4.Kyltank.
4.1 Rörklämningsanordning
4.2 Vattentankfilter
4.3 Kvalitetssprutmunstycke
4.4 Justeringsanordning för rörstöd
4.5 Rörstödsenhet
Kyltank används för att kyla röret ytterligare.

5Dra av enheten.


5.1 Rörklämningsanordning
5.2 Vattentankfilter
5.3 Kvalitetssprutmunstycke
5.4 Justeringsanordning för rörstöd
5.5 Rörstödsenhet
5.6 FYRA CATERPILLER-RÖR HALV AV
Avlägsnande enhet ger tillräcklig dragkraft för att dra röret stabilt.Enligt olika rörstorlekar och tjocklek kommer vårt företag att anpassa draghastighet, antal klor, effektiv draglängd.För att säkerställa att rörets extruderingshastighet och formningshastighet matchar, undvik även deformation av röret under dragkraft.
6.CUTTER

6.1 Universal klämanordning
6.2 Central höjdjustering
6.3 Såg och klingor utbytbara FÖR 110-315 MM EJ DAMFRÄGAR
Kutter styrd av Siemens PLC, som arbetar tillsammans med avlägsningsenhet för att få exakt skärning.Kunden kan ställa in längden på röret
de vill skära.Flera inmatningsåtgärder för att utföra en skärprocess (skydda blad och sågar, förhindra klingan
och sågar har fastnat för tjockt rör och kapad yta på röret är slät).
WINDER CAN COIL 110MM